

光澤度儀,又稱光澤度儀,是一種用于測量陶瓷、油漆、油墨、塑料、大理石、鋁、五金等材料表面光澤度的儀器。高精度光澤度儀按角度分為高光澤、中光澤和低光澤。
光澤度是在一組幾何條件下評價材料表面反射光能力的物理量,具有方向選擇的反射性質。我們通常所說的光澤是指“鏡向光澤”所以光澤度計有時也叫“鏡面光澤度計”。光澤和機械加工行業“光潔度”或“粗糙度”概念完全不同,后者是材料表面小不平度的延續。
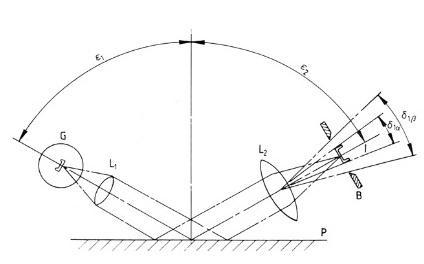
光澤度計的測量原理如下圖所示。儀器的測量頭由發射器和接收器組成,由白熾光源和一組透鏡組成,產生一定的入射光束。接收器由透鏡和光敏元件組成,用于接收從樣品表面反射的錐體光束。
鏡像光澤度是對鏡面光澤度的相對測量。參考標準為折射率np=1.567黑色玻璃,假設平面在理想拋光狀態下反射自然光束,并將此時的光澤值定義為100.0光澤單位。光澤度板按光澤度分為高、中、低三種。高光澤度板由黑色光學玻璃或其他材料制成。中低光澤度板由釉面陶瓷或黑色光學玻璃磨砂制成。光澤度計利用光反射原理測量樣品的光澤度。即在規定的入射角和光束下照射樣品,以獲得鏡面反射角的反射光。
波動理論可以定性地解釋材料的許多光學性能。根據波動理論,可以導出單位時間通過單位面積進入射光的能量W與反射光的能量W之比。
①從低溫到高溫(如冬季室外到室內),請等待一段時間。(因為從低溫到高溫的光學鏡頭表面都會有霧氣)請勿在陽光直射的環境中進行測量,以免影響測量值。
②用小孔光澤度計測量曲面物體時,為保證小孔完全覆蓋,光澤度計測量孔可沿被測曲面切線慢慢覆蓋被測物體,直至看不到被測物體上的光斑(被測物體上的白色光斑)。
光澤度計遵循ISO-2813標準制造的高精度、小型光澤度儀適用于測量鏡面光澤度,如油漆、油漆、油墨、塑料、石材、地板、木制家具表面等。
儀器指標符合國家計量的儀器指標JJG696光澤度儀標準。
①顯示范圍:0.0-199.9光澤單位(Gs)
②誤差:.2光澤單位(Gs)
③穩定度:0.4(Gs)/30分鐘
④儀器尺寸:114×35×65(mm3)
⑤工作電壓:1.5(V)
按下開關,將儀器放在黑色玻璃標準板上,旋轉調整旋鈕,使顯示值與標準板標稱值相同。接著將儀器放在白色陶瓷標準板上,顯示值與白色陶瓷標準板標稱值之間的誤差不應大于±1.2光澤單元,否則應考慮標準板污垢等問題。這個過程不需要每次都做。誤差超差時,按上述方法重新校準,校準后可測量樣品。當測量值超過199.9光澤單元時,顯示溢出1。
注:儀器使用5號堿性電池,打開電池蓋,按正負電池ji安裝標志(見電池盒)時,請不要安裝反向標志。當顯示欠電標志時。“←”及時更換電池。
①表面光澤測量,如油墨、油漆、油漆、油漆、木制品等。
②建筑裝飾材料:大理石、花崗巖、玻化拋光磚、陶瓷磚等表面光澤測量。
③測量塑料、涂紙等表面光澤。
④測量其它非金屬材料的表面光澤。
⑤測量涂層表面的光潔度。
從光澤度儀器的原理可以推斷,儀器測量數據的線性度是與儀器質量有關的重要因素。例如,如果標準板的光澤準確,標準板的光澤度為95。.再測量95.5附近光澤度的材料,一般測量數據比較準確,但是測量遠離標準板光澤度的材料,測量數據是否準確,要保證儀器測量系統的線性度是否良好。儀器測量采集系統的線性度是光澤儀器設計的難點。
儀器光源的穩定性和溫度補償功能也是儀器穩定性的一個重要因素。我們知道,在不同的溫度和不同的電源電流下,光源的發光效率是不同的。因此,一般光澤儀器的光源需要使用恒流源和溫度補償電路,以確保光源的穩定性。恒流源的一般光澤儀器可以做到,但恒流源的精度不同。但溫度補償功能,只有少數光澤儀器具有這一功能。
光澤度計的測量必須以光澤度標準板的數據為參考標準。如果標準板不準確,儀器必須不準確。此外,標準板的光澤度容易被污染,因此儀器的標準板也必須得到很好的保護。一般來說,底座嵌入標準板,以避免外部污染和劃傷。
如果標準板污染,儀器可以識別并提示用戶清潔標準板。否則,校準錯誤,所有測量數據將不準確。
光澤儀器的原理是用光源和接收器測量材料表面反射光通量的大小。如果儀器調整后環境溫度發生變化,導致光源發光效率發生變化,則光源發光效率變化的誤差將直接反映在測量數據中。如果有溫度補償功能,可以補償溫度變化引起的發光效率變化,以確保光源的發光效率不變。

