? ? ? ?光澤度又稱為鏡向光澤度(specular gloss),是對鏡向光澤的相對測量。參照標準是折射率nD=1.567的黑玻璃,假設其平面得到理想拋光的狀態下,由該平面對自然光束進行鏡面反射,并定義此時的鏡向光澤度值為100.0。鏡像光澤度的符號為G(θ)。鏡像光澤度的單位為光澤單位(gloss unit),采用縮寫(GU)。如果不明白光澤度單位,可以參考了解本站文章
光澤度單位gu是什么意思,怎么讀?
?
? ? ? ?光澤度是如何測量?在JJG 696-2015鏡向光澤度計和光澤度板檢定規程中就有詳細的介紹。鏡向光澤度計適用于測量油漆、紙張、塑料、搪瓷、陶瓷、鋁及鋁合金等平面制品的鏡向光澤度。光澤的測量是通過在物體表面照射一定數量的光線,然后量化其反射光的數量。光線的角度和反射量的測試方法是由物體表面和表面外觀決定的。光澤度計利用反射原理對樣品的光澤度進行測量。即:在規定入射角和規定光束的條件下照射樣品,得到鏡向反射角方向的光束,其測量方式通常有連續測量和瞬態測量兩種。
?
?
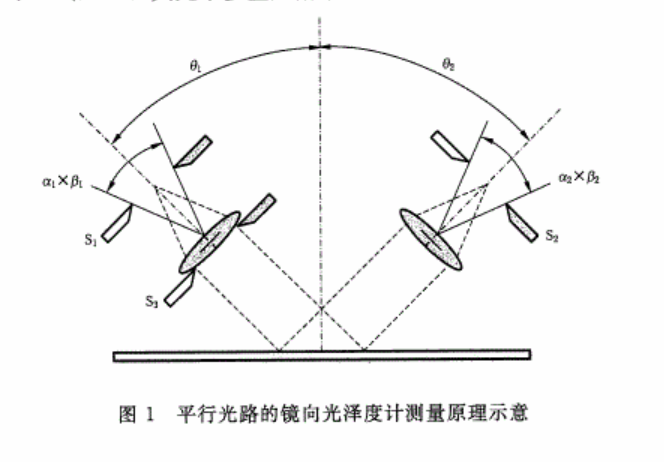
平行光路的鏡向光澤度測量原理圖
?
? ? ? ?光澤度計由光源、透鏡、接收器和顯示儀表等組成,其測量原理分為平行光路(見圖1)和會聚光路(圖2)兩種。光澤度計可分為定角式和變角式,光澤度儀的測量角度有20°、45°、60°、75°、85°,但用的最多的是20°、60°、85°,其中60°更是最為常見,而45°、75°角度多用于紙張的光澤度測量。其光學參量見附錄C。
?
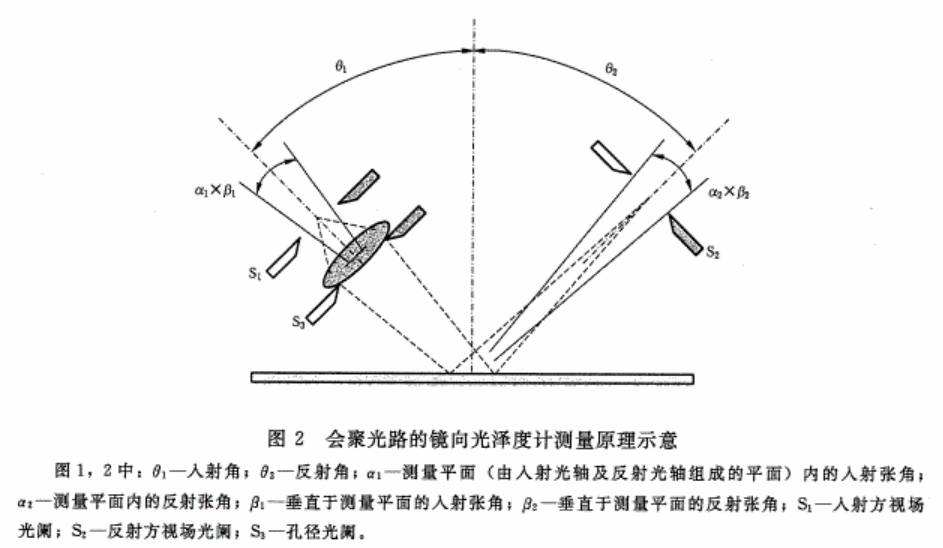
會聚光路的鏡向光澤度計測量原理圖
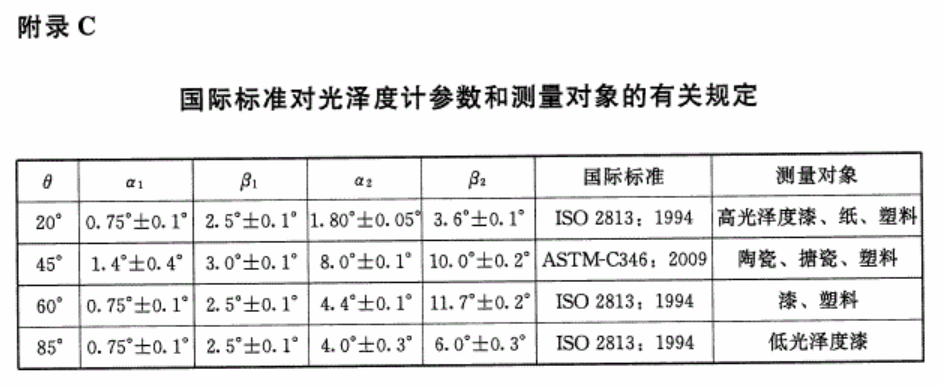
國際標準對光澤度計參數和測量對象的規定
?
? ? ? ?當光線從與圖1中的垂直虛線入射角攝入到物體表面,發生折射,按照反射角射出。如果物體表面光澤度高,那么反射的光線量就多。光澤度儀在測量時,首先需要清理被測物體表面干凈,然后按住開關鍵三秒開機,待進入界面后,測量之前需要校準,所以點擊校準后,再將光澤度標準板(光澤度儀附帶有鏡向光澤度板,其分為標準板和工作板兩級,工作光澤度板通常和工作光澤度計配套使用,用于測量過程中定標。光澤度板按光澤度值又分為高、中、低三種。高光澤度板由黑色光學玻璃或其他材料制成。中光澤度板和低光澤度板由涂釉陶瓷或黑色光學玻璃磨砂制成。)緊密貼合光澤度儀,儀器自動校準后,再通過按動光澤度儀的開關(短按一次為測量鍵,長按為開機或者關機鍵),內置的標準光源會發出光束,通過透鏡光闌被測物體的表面反射后,光線被接收器接收,通過儀器轉化為數字顯示到屏幕中。所以,相對來說,光澤度測量過程是很簡單的,但事實上這種設備的研發生產卻是相當的精密復雜的。
?
? ? ? ?雖然我們了解了光澤度是如何測量的,測量的過程也很簡單,但需要注意的是,我們在測量之前需要清理被測物體表面,需要對光澤度儀開機后進行校準,測量過程中,光澤度儀需要緊密貼合被測物體,以免外界光線進入產生干擾,儀器在使用中避免出現碰撞、光澤度儀校準板在一年內需要重新檢定等等。只有使用好、維護好光澤度儀,才能給我們帶來更準確的測量結果,保證產品的品質。



