

選擇光澤度測量的最佳角度涉及到多個因素,包括被測物體的特性、預期的光澤度范圍以及應用需求。通常情況下,光澤度測量使用的角度可以分為以下幾種:
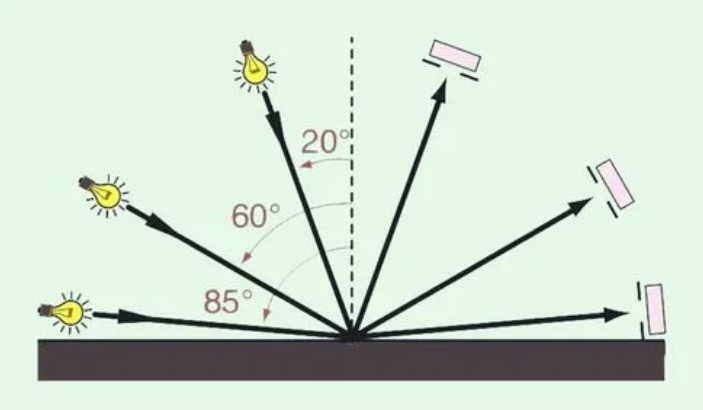
20°角度: 20°角度通常用于測量高光澤度材料,如涂料、涂層、塑料等。這個角度下,測量器會捕捉到物體表面的直接反射光,適用于高光澤度表面的測量。
60°角度: 60°角度適用于中等光澤度的材料,比如家具、紡織品、汽車內飾等。在這個角度下,測量器會綜合考慮物體表面的直接反射光和散射光,因此適用于許多常見應用。
85°角度: 85°角度主要用于測量低光澤度的材料,如粗糙表面、紙張等。在這個角度下,測量器會更多地捕捉到散射光,適合于需要測量表面粗糙度的材料。
選擇最佳角度時,需要考慮以下幾點:
材料特性: 考慮被測材料的表面特性,選擇適合的角度范圍。如果材料是高光澤度的,選擇20°角度;如果是中等或低光澤度的,可以考慮60°或85°角度。
應用需求: 考慮測量數據將如何被使用。如果測量數據需要與某些標準或行業規范進行比較,確保選擇與規范相匹配的角度。
視覺感受: 考慮最終用戶的視覺感受。不同角度下,相同材料可能會呈現不同的視覺效果,因此選擇角度時需要考慮最終用戶的審美和偏好。
表面處理: 如果被測物體的表面經過特殊處理,例如涂層、覆蓋層等,可能需要根據處理的類型和厚度來選擇角度。
多角度測量: 有些應用可能需要多角度的測量數據,以獲取更全面的光澤度信息。在這種情況下,可以選擇測量多個角度并綜合分析數據。
選擇光澤度測量的最佳角度需要綜合考慮材料特性、應用需求和最終用戶的要求。根據不同的情況,可以選擇適合的測量角度,以獲得準確且符合需求的光澤度測量結果。

